





F30 Max
F30 Max
The F30 Max is the most stretch-resistant product in the entire range. It can be used when no other product are able to be extracted from the part.
This is a niche fluid product used to reproduce the most complex components, provided they have a minimum diameter of 0.1 mm. This product excels at filling parts of all sizes with ease.
Once polymerized, the impression is both highly flexible and robust. Its hardness is around 30 Shore A, and it can withstand extraction stresses of up to 40%.
As the most elastic product in our lineup, the F30 Max can endure significant elongations and stresses. Despite its high performance, the application of F30 Max is technically demanding, requiring experience and application skills to effectively manage air bubble and the impression removal.
Like all plastiforms, it ensures highly accurate replicas, capturing every details of dimensional characteristics and surface textures — shape, size, appearance, and condition.
Extracting impressions from F30 Max can be challenging due to its use in high-stress applications. We advise consulting with a Plastiform expert to assess its suitability for your specific needs. Consistent with other plastiforms, it leaves no residue upon removal.
- Removal Constraint : 40%
- Initial Consistency : Fluid
- Final Consistency : Flexible
- Final Hardness : 30 Shore A
- Working Time : 04:00 min.
- Curing Time : 20:00 min.
- Polymerization Time : 25:00 min.
- Double Blade Cutter : NO
- Measurements : WITHOUT CONTACT
The F30 Max is only recommended when no other products in the range can perform your application. It is mainly used for dimensional control of intricate internal shapes.
Always ask a Plastiform expert before using this product.
- Internal Dimension Control : the strength of the F30 Max lies in its incredible resistance, making it possible to produce replicas that are can be extracted from very complexe inner forms.
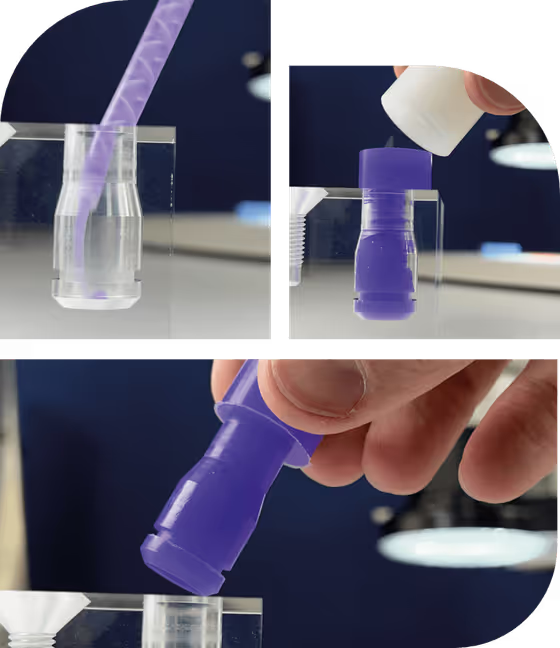
For optimal results, use a tip with your injector; the fluidity of F30 Max makes the tip essential for managing flow rate and minimizing air bubbles.
Ensure thorough cleaning of your part with DN1 prior to application to guarantee a successful impression.








